您现在的位置是: 首页 > 车型导购 车型导购
metris三坐标_metris三坐标品牌
佚名 2024-05-23 人已围观
简介metris三坐标_metris三坐标品牌今天,我将与大家共同探讨metris三坐标的今日更新,希望我的介绍能为有需要的朋友提供一些参考和建议。1.尺寸链在设计模具有作用吗2.三坐标品牌——LK尺寸链在设计模具有作用吗模具数字化
今天,我将与大家共同探讨metris三坐标的今日更新,希望我的介绍能为有需要的朋友提供一些参考和建议。
1.尺寸链在设计模具有作用吗
2.三坐标品牌——LK
尺寸链在设计模具有作用吗
模具数字化设计、制造,是建立在模具标准化、零部件参数化和采用CNC、NC机床及制造工艺条件定量、规范化基础上的现代化模具生产的主要特征。 一般来说,目前模具制造的操作流程应当包括以下内容。 1 设计和物理模型的制造 在这个阶段,往往是设计人员根据个人的想象和构思进行原型的设计,并一般采用油泥塑造出满意的形状,在这种情况下,由于缺乏原始的设计图样或CAD模型,加之其形状往往是非规则的,很难进行下一步的加工和制造。见图1。 图1 2 物理模型重构 在缺乏设计数据的情况下,一个比较有效的方法就是利用逆向工程技术实现物理模型的重构。主要是通过测量机对第一阶段设计出来的实体模型进行表面点云数据的采集,并传送到CAD系统中造型,经过反复的验证和修复确认后,由CAM系统产生加工的路径。见图2。 图2 3 模具的制造 在产生加工路径的基础上,加工中心完成模具的制造,见图3。 图3 4 模具的尺寸验证 在模具制造完成后,需要利用三坐标测量机进行尺寸的验证,以保证能够同原始设计尺寸相吻合。 图4 5 零件冲压实现设计的批量生产。 6 最终检验 利用坐标测量机完成制造工件柔性测量,为过程控制提供帮助,并产生测量数据和设计尺寸的比对。 通过以上六个步骤,完成了模具制造的一个整个过程。见图5。 图5 在这个过程中,三坐标测量机在点云数据采集、尺寸验证和过程质量控制方面发挥着重要作用,与之相关联,有一系列核心技术的发展支持着模具制造过程中测量技术的发展。主要体现在: (1)连续扫描和光学测量技术的应用。 (2)逆向工程技术。 (3)CAD模型与物理模型的验证技术。 (4)柔性夹具系统的应用。 (5)轻度铣削技术。 (6)测量划线。 (7)统计过程控制技术。 目前,为适应模具行业的发展,海克斯康测量技术(青岛)有限公司不断从主机、配套件以及软件开发等方面,推出适应模具技术发展的产品和技术,使得模具的开发效率更高、功能更完善。根据工件的大小,我们具备全系列测量机产品满足模具制造行业的要求,这体现在不同的测量尺寸和不同的精度需要。对于中小型尺寸,我们有GLOBAL系列满足用户的要求,对于大型工件,我们的水平臂和龙门系列测量机产品,能够完成大型模具的高精度测量。见图6。 图6 有一点是相通的,这些测量机都能够配备适合模具检测和模具制造的测头和软件技术,以完成模具制造业的测量和数据采集需要。如非接触测头的应用领域的开拓仍然是今后发展的热点,例如,如何将激光扫描测头从单一的取点功能发展到几何特征测量上;如何将视频测头从二维图形测量提升到三维零件测量上;如何用触发扫描测头实现高效、高精度的反求采点。在这方面,意大利DEA公司走在前面,已经有了新的产品。 DEA公司的NC100是一款具有独特技术的光学视频测头,采用红外线波段工作,不受环境光源影响。使用独有的图像处理技术,快速捕捉工件表面特征,例如,孔、槽、缝、销、螺柱、边缘、台阶等。其接口设计也完全与RENISHAW的PH1OM测座兼容,实现了真正的三维测量。NC100视频测头可以对三维的物体,特别是钣金件上的几何特征进行测量,在汽车工业中得到了成功的应用。这种测头成功地集成在在线测量机上,对一个典型的白车身整车的测量时间仅为90s左右。 激光扫描测头大多只能反求扫描采点,测量功能仅限于轮廓度分析。METRIS公司的LC50/LC100是一款典型的线扫描激光测头,扫描带宽50mm。目前海克斯康和DEA的测量机已成功地将该测头集成到系统中,和触发测头一样使用标准的控制系统和软件包,既可以作反求采点也可以作特征测量。在PC-DMIS软件包的支持下,METRIS激光扫描测头具有高速扫描采点和几何特征测量两种功能。它对PC10M完全兼容,可以自由旋转,也将大大扩展了激光扫描测头的应用领域。见图7。 图7 在反求采点测量方面,激光测头虽然有效率高的优势,但精度偏低使其主要限制在精度要求不高或需要二次造型修饰的工件上。对于希望作高精度拷贝的应用来说,使用接触式扫描测头仍然有不可取代的优势,关键是要有高性能的扫描控制系统。DEA公司利用SP500开发的Digiscan系统,使用专门设计的扫描控制硬件,是一套非常强大的精密反求拷贝工具。作为一个附加选项,在三坐标测量机上实现对任意未知曲面的自动扫描,并生成加工指令程序。如具有强大CAD功能的通用测量软件PC-DMIS,使该测量机具有极为强大的测量功能:从简单的箱体类工件测量一直到复杂的轮廓和曲面的评定和扫描,尤其是其本身所具备的强大的CAD功能以及针对钣金件的工业级解决方案,为汽车模具的长度尺寸检测和形位公差的评定提供了先进的手段;QUINDOS软件选项包除具有基本检测功能外,还包括如:齿轮(标准和未知齿轮等)、齿轮刀具(如滚刀、拉刀、剃齿刀等)、蜗杆蜗轮、凸轮和轴、螺纹、活塞等常见的特殊零件的检测和评定,这对于特殊模具零部件检测具有很强的针对性。见图8。 图8 具有强大CAD功能的PC-DMIS软件,专为模具设计制造开发了丰富的测量功能。PC-DMIS CAD++软件允许用户采用三维CAD数据,脱机或者联机生成工件检测程序,同时完成图形化工件模型和探测路径的模拟。利用功能强大的PC-DMIS CAD图形功能,能够模拟测量运行,从而在该测量程序下载到车间现场实测之前,找到并纠正测量程序错误。 完全的三维仿真功能,可以使操作者能够在实际进行各种元素测量前,图形化检验初始化设定和零件检测程序。同时,通过插入图形帮助,使用者能够更好地理解复杂的测量任务。还能够实现对未知数据工件的检测,生成数模,以完成逆向工程应用。见图9。 图9 PC-DMIS CAD++强化了软件的扫描和钣金件测量功能,从而在进行工件建模,模具制造调整,生产过程中故障诊断和处理以及事故分析过程中是您理想的选择工具。PC-DMIS CAD++ 软件所具备的扫描性能,使得操作者能够快速、高效、准确地测量复杂几何形状,例如蜗轮叶片、模具、模型、钣金工件组件和其他曲线、曲面形状。各种类型的扫描特性能够生成工件表面的不同扫描模式,该特征也是检测工件配合表面尺寸的重要工具,同时该软件还提供了快速、简捷测量薄壁工件(包括钣金件、塑料件、玻璃件和管件)的全套测量程序。 以下为PC-DMIS利用CAD模型进行检测程序编制的过程,只需点击CAD模型,就可脱机完成零件检测程序的编制,见图10。 图10 总之,三坐标测量机在模具行业的应用已由简单的质量控制扩展为参与到从设计、生产、制造的全过程当中,发挥着重要作用。(end)
三坐标品牌——LK
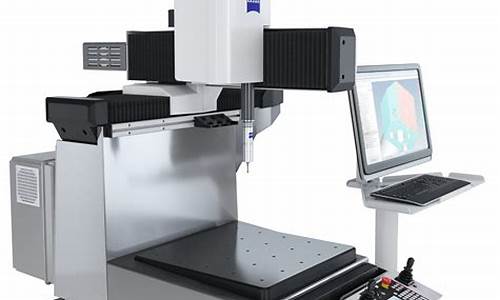
摘要 三坐标作为一种精密的测量仪器,可以用来测量几何形状、长度及圆度分度等,下面主要针对三坐标的应用进行讲解。什么是三坐标测量机?三坐标测量机(Coordinate Measuring Machine, CMM) 是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三次元。三坐标测量机测量原理 三坐标测量机是测量和获得尺寸数据的最有效的方法之一,因为它可以代替多种表面测量工具及昂贵的组合量规,并把复杂的测量任务所需时间从小时减到分钟。三坐标测量机的功能是快速准确地评价尺寸数据,为操作者提供关于生产过程状况的有用信息,这与所有的手动测量设备有很大的区别。将被测物体置于三坐标测量空间,可获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经计算求出被测物体的几何尺寸,形状和位置。 三坐标测量机的应用 主要用于机械、汽车、航空、军工、家具、工具原型、机器等中小型配件、模具等行业中的箱体、机架、齿轮、凸轮、蜗轮、蜗杆、叶片、曲线、曲面等的测量,还可用于电子、五金、塑胶等行业中,可以对工件的尺寸、形状和形位公差进行精密检测,从而完成零件检测、外形测量、过程控制等任务。制造业中的质量目标在于将零件的生产与设计要求保持一致。但是,保持生产过程的一致性要求对制造流程进行控制。建立和保持制造流程一致性最为有效的方法是准确地测量工件尺寸,获得尺寸信息后,分析和反馈数据到生产过程中,使之成为持续提高产品质量的有效工具。三坐标测量机是测量和获得尺寸数据的最有效的方法之一,因为它可以代替多种表面测量工具及昂贵的组合量规,并把复杂的测量任务所需时间从小时减到分钟,并快速准确地评价尺寸数据,为操作者提供关于生产过程状况的有用信息。1、三坐标测量机在模具行业中的应用三坐标测量机在模具行业中的应用相当广泛,它是一种设计开发、检测、统计分析的现代化的智能工具,更是模具产品无与伦比的质量技术保障的有效工具。当今主要使用的三坐标测量机有桥式测量机、龙门式测量机、水平臂式测量机和便携式测量机。测量方式大致可分为接触式与非接触式两种,目前Metris LK的测量机在两项技术上位居世界前列。模具的型芯型腔与导柱导套的匹配如果出现偏差,可以通过三坐标测量机找出偏差值以便纠正。在模具的型芯型腔轮廓加工成型后,很多镶件和局部的曲面要通过电极在电脉冲上加工成形,从而电极加工的质量和非标准的曲面质量成为模具质量的关键。因此,用三坐标测量机测量电极的形状必不可少。 三坐标测量机可以应用3D数模的输入,将成品模具与数模上的定位、尺寸、相关的形位公差、曲线、曲面进行测量比较,输出图形化报告,直观清晰的反映模具质量,从而形成完整的模具成品检测报告。 在某些模具使用了一段时间出现磨损要进行修正,但又无原始设计数据(即数模)的情况下,可以用截面法采集点云,用规定格式输出,探针半径补偿后造型,从而达到完好如初的修复效果。当一些曲面轮廓既非圆弧,又非抛物线,而是一些不规则的曲面时,可用油泥或石膏手工做出曲面作为底胚。然后用三坐标测量机测出各个截面上的截线、特征线和分型线,用规定格式输出,探针半径补偿后造型,在造型过程中圆滑曲线,从而设计制造出全新的模具。三坐标测量机以其高精度高柔性以及优异的数字化能力,成为现代制造业尤其是模具工业设计、开发、加工制造和质量保证的重要手段。我侧重谈一下测量机对于模具工业的两个重要作用。第一、测量机能够为模具工业提供质量保证,是模具制造企业测量和检测的最好选择。测量机在处理不同工作方面的灵活性以及自身的高精度,使其成为一个仲裁者。在为过程控制提供尺寸数据的同时,测量机可提供入厂产品检验、机床的校验、客户质量认证、量规检验、加工试验以及优化机床设置等附加性能。高度柔性的三坐标测量机可以配置在车间环境,并直接参与到模具加工、装配、试模、修模的各个阶段,提供必要的检测反馈,减少返工的次数并缩短模具开发周期,从而最终降低模具的制造成本并将生产纳入控制。第二、测量机具备强大的逆向工程能力,是一个理想的数字化工具。通过不同类型测头和不同结构形式测量机的组合,能够快速、精确的获取工件表面的三维数据和几何特征,这对于模具的设计、样品的复制、损坏模具的修复特别有用。此外,测量机还可以配备接触式和非接触式扫描测头,并利用PC-DMIS测量软件提供的强大的扫描功能,完成具备自由曲面形状特征的复杂工件CAD模型的复制。无需经过任何转换,可以被各种CAD软件直接识别和编程,从而大大提高了模具设计的效率。具体来说,在模具制造企业中应用测量机完成设计和检测任务时,要密切关注测量基准的选择、测头的标定和选择、测点数及测量位置的规划、坐标系的建立、环境的影响、局部几何特征的影响、CNC控制参数等多方面的因素。这当中的每一个因素,都足以影响测量结果的精确和效率。2、三坐标测量机在汽车行业的应用 坐标测量机是通过测头系统与工件的相对移动,探测工件表面点三维坐标的测量系统。通过将被测物体置于三坐标测量机的测量空间,利用接触或非接触探测系统获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,由软件进行数学运算,求出待测的几何尺寸和形状、位置。因此,坐标测量机具备高精度、高效率和万能性的特点,是完成各种汽车零部件几何量测量与品质控制的理想解决方案。汽车零部件具有品质要求高、批量大、形状各异的特点。根据不同的零部件测量类型,主要分为箱体、复杂形状和曲线曲面三类,每一类相对测量系统的配置是不尽相同的,需要从测量系统的主机、探测系统和软件方面进行相互的配套与选择。3、三坐标测量机在发动机制造中的应用 在现代制造业中,高精度的综合测量机越来越多的应用于生产过程中,使产品质量的目标和关键渐渐由最终检验转化为对制造流程进行控制,通过信息反馈对加工设备的参数进行及时的调整,从而保证产品质量和稳定生产过程,提高生产效率。发动机是由许多各种形状的零部件组成,这些零部件的制造质量直接关系到发动机的性能和寿命。因此,需要在这些零部件生产中进行非常精密的检测,以保证产品的精度及公差配合。在现代制造业中,高精度的综合测量机越来越多的应用于生产过程中,使产品质量的目标和关键渐渐由最终检验转化为对制造流程进行控制,通过信息反馈对加工设备的参数进行及时的调整,从而保证产品质量和稳定生产过程,提高生产效率。在传统测量方法选择上,人们主要依靠两种测量手段完成对箱体类工件和复杂几何形状工件的测量,即:通过三坐标测量机执行箱体类工件的检测;通过专用测量设备,例如专用齿轮检测仪、专用凸轮检测设备等完成具有复杂几何形状工件的测量。因此对于从事生产复杂几何形状工件的企业来说,完成上述产品的质量控制企业不仅需要配置通用测量设备,例如三坐标测量机,通用标准量具、量仪,同时还需要配置专用检测设备,例如各种尺寸类型的齿轮专用检测仪器,凸轮检测仪器等。这样往往导致企业的计量部门需要配置多类型的计量设备和从事计量操作的专业检测人员,计量设备使用率较低,同时企业负担较高的计量人员的培训费用和计量设备使用和维护费用;企业无法实现柔性、通用计量检测。因此,降低企业的测量成本,计量人员的培训费用,测量设备的使用和维修费用,达到提高测量检测效率的目的,使企业具备生产过程的实时质量控制能力,这将关系到企业在市场活动中的应变能力,对帮助企业建立并维护良好的市场信誉,具有重要的决定作用。
三坐标测量机是1959年诞生于英国的IMS公司(前身是费南迪军工集团的一个部门)。
而英国LK公司则是世界上第二家三坐标制造商,从1963年开始制造三坐标测量机,至今56年,且只专注于中、高端三坐标测量机产品的研发、制造、销售及服务。
LK在中国市场占有率不高,且主要集中于汽车动力总成、航空发动机等中高端制造业内,影响力或许不如Hexagon、Zeiss,甚至Wenzel,但LK产品品质很高,技术与Zeiss接近,而要高于Hexagon和Wenzel。正如一楼的朋友所说,LK一直是测量机行业内技术的引领者。只是在中国的市场做的不够好,且经历了一些列的被收购,近20年里有一些波动。
好在2018年LK从尼康集团独立出来,重新更名为LK METROLOGY Ltd.,即英国LK计量有限公司,将来一定有非常好的发展前景。相信LK能从一个“小众高端品牌”出发,不断扩大影响力和用户群,更好的推动测量机行业的发展。
好了,今天关于“metris三坐标”的话题就讲到这里了。希望大家能够对“metris三坐标”有更深入的认识,并且从我的回答中得到一些帮助。









